有關鋁合金重力鑄造特點及應用-東莞市鑫弘祥金屬制品有限公司
咨詢熱線
15079799960




聯(lián)系我們
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.yama-moto-ya.com
地址:東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.yama-moto-ya.com
地址:東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
鑫弘祥鋁合金重力鑄造廠 >> 新聞中心 >> 有關鋁合金重力鑄造特點及應用
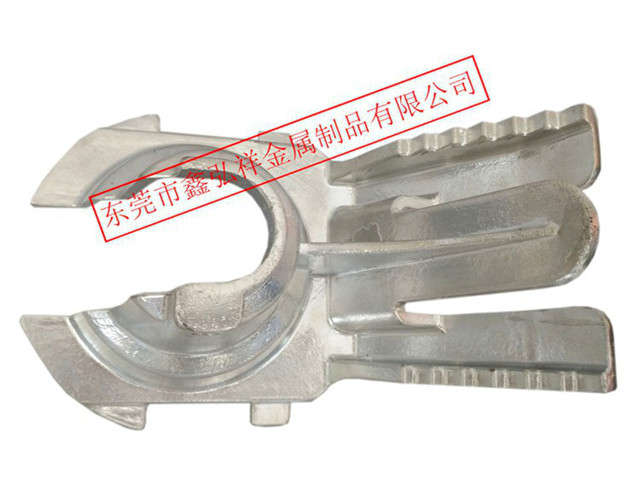
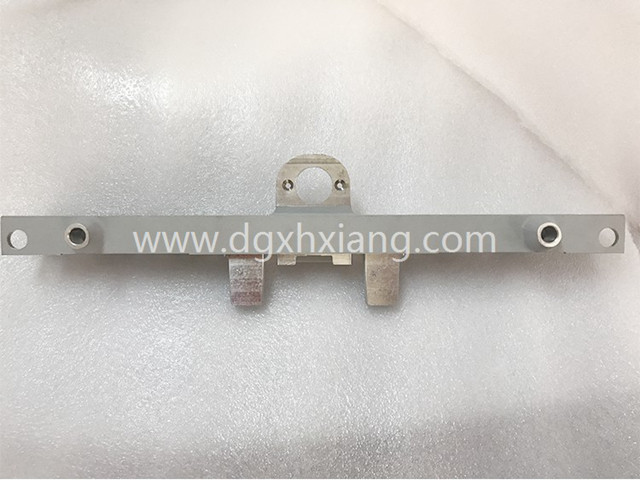
有關鋁合金重力鑄造特點及應用
有關鑄造特點及應用1、砂型鑄造 -----手工造型和機器造型1)手工造型特點比較靈活,適應性強,生產成本低,但生產率低,勞動強度大,鑄件的質量較差。2)手工造型應用小批量、新產品試制、工藝裝備的制作、機器的修理和重型復雜鑄件。3)機器造型過程4)機器造型特點和應..

1、砂型鑄造
-----手工造型和機器造型
1)手工造型特點
比較靈活,適應性強,生產成本低,但生產率低,勞動強度大,鑄件的質量較差。
2)手工造型應用
小批量、新產品試制、工藝裝備的制作、機器的修理和重型復雜鑄件。
3)機器造型過程
4)機器造型特點和應用
生產率高、鑄件質量好、不受工人技術水平或情緒影響、易實現(xiàn)自動化、工作條件好,但成本高、準備時間長,適合大批量生產。
2、特種鑄造
方法:熔模鑄造、金屬型鑄造、壓力鑄造、低壓鑄造、離心鑄造、陶瓷型、磁型鑄造;
1)熔模鑄造
(1)定義
是指用易熔材料(如蠟)制成模樣,在模樣上包覆若干層耐火涂料,制成型殼,熔出模樣后經高溫熔澆即可澆注的方法。
(2)過程:兩次造型、兩次澆注。
母模→壓型→熔蠟→鑄造單個蠟樣→組合蠟樣→結殼(多次浸涂料、撒砂、干硬)→加熱脫蠟制成殼型→填砂造型、焙澆→澆注→落砂、清理→鑄件
(3)特點
●精度高
可達半精加工的精度(IT11-IT14,Ra12.5-3.2),因模樣加工精確、逐個修理、無起模和合型。
●適應性強
各種金屬材料鑄造,特別是鑄鋼和耐熱合金;不需起模、結構形狀不限;
●生產率低
工序繁多、周期長。
(4)應用
各種批量、主要用于高熔點金屬材料和復雜結構的小零件。
2)金屬型鑄造
(1)定義
指用重力澆注,將熔融金屬澆入金屬鑄型獲得鑄件的方法。
(2)過程(以垂直分型為例)
金屬鑄型組成:底座、定型、動型、型芯、定位銷。
噴刷涂料→定位→鎖緊→澆注→分型→取鑄件
(3)特點
●生產率高
一型多鑄、凝固快、即取、連續(xù)生產、易實現(xiàn)自動化生產;
●精度較高
可達粗加工后的精度,IT12-IT16,Ra25-12.5;
●組織性能好
快冷、過冷度大、組織細密,性能比砂型鑄件提高10%-20%;
●節(jié)省材料
更多鋁合金重力鑄造信息,請點擊:http://www.yama-moto-ya.com/
Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com 網址:http://www.yama-moto-ya.com
地址:廣東省東莞市橋頭鎮(zhèn)李屋沿河工業(yè)區(qū)7號
相關搜索:有關鋁合金重力鑄造特點及應用
 在線客服
在線客服 