鑫弘祥砂型鑄造:砂型鑄造如何用鑄造模具設計制造檢驗-東莞市鑫弘祥金屬制品有限公司
咨詢熱線
15079799960





聯系我們
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.yama-moto-ya.com
地址:東莞市橋頭鎮李屋沿河工業區7號
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com
網址:http://www.yama-moto-ya.com
地址:東莞市橋頭鎮李屋沿河工業區7號
鑫弘祥鋁合金重力鑄造廠 >> 新聞中心 >> 鑫弘祥砂型鑄造:砂型鑄造如何用鑄造模具設計制造檢驗
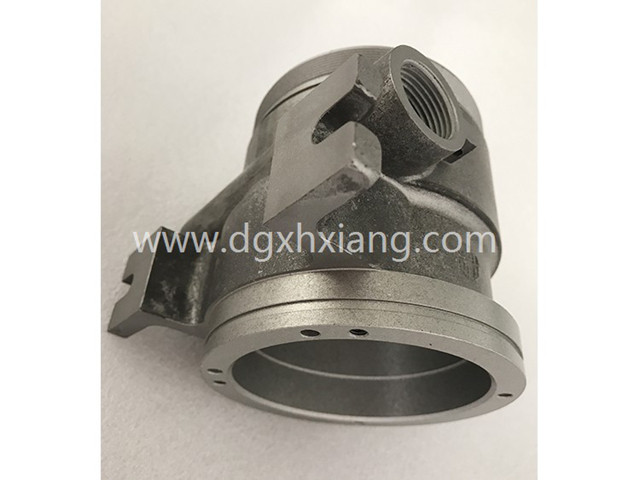
鑫弘祥砂型鑄造:砂型鑄造如何用鑄造模具設計制造檢驗
鑄造行業的制造業中的大行業之一,我國現有鑄造成、鑄模生產企業數量在上,對幫模標準需求量之大,不難想象。同時,現在不少鑄造企業鑄模企業既要我國自己的鑄要國際標準和一些工業國家的標準,這是因為:我國已加入世貿組織。鑄造、鑄模行業的產品不國內需求,而要面對..

同時,現在不少鑄造企業鑄模企業既要我國自己的鑄要國際標準和一些工業國家的標準,這是因為:我國已加入世貿組織。鑄造、鑄模行業的產品不國內需求,而要面對國際市場,生產出口鑄件和準備生產出口鑄件的企業,都非常需要國際標準。
即使目前只為國內配套生產鑄件毛坯,但由于不少國內企業的最終產品是供出口的,對鑄以國內標準或外國標準為依據。但是到目前為止我國尚未就鑄造模具制定更全面、更實用的標內外的鑄模具相關標準都搜集起來,匯編成冊至少也有二、三百萬字,真可謂洋洋大觀、卷帙浩繁矣,查找起來,反倒諸多不便。如果將鑄造模具標準的主要技術內容加以摘錄,以“準確、簡編成便于應用的手冊,對企業一定會有幫助的。出于這樣的考慮,筆者根據多年從事鑄造模具的及檢驗的角度,把收集到的一些砂型鑄模企業內部相關性標準介紹給大家,為了使大家看起來設計、制造、檢驗三部分敘述供同行們探討和參考。
一、設計參考標準
1.1鑄造用木制模樣和芯盒技術條件,應參照JB/T7699—95標準。
1.2工藝上未注明起模斜度、型芯頭尺寸和鑄件機械加工余量的應參照JB/T5105 106和GB/T11350的規定。
1.3鑄件模樣型芯頭基本尺寸應參照JB/T5106—91標準。
1.4鑄件模樣、起模斜度、應對照JB/T5105—91。
1.5未注形位公差應參照(GB1182—80)中的6~7級精度要求。
1.6模樣的鑄造合金收縮率參照JB4022—85標準。
1.7鑄件機械加工余量應參照GB/T11350—89標準與GB6414《鑄件尺寸公差》配套使用;
1.8材質:木材:GB1531和GB1532中GB4817.1和GB4817.2規定。
二、加工制造相關標準
應參照《機械工業典型工藝守則匯編》、《機械制造工藝技術管理手冊》書中的表3-X
2.1木模、金屬模制造工藝守則應對照機械工業部機床工具工業局制定的相關標準;
2.2模坯劃線應符合:(JB.Z307.12—88)
2.3鉗工加應對照鉗工加工通用工藝守則(JB/Z307.13—88)
2.4車削加工應符合:車削加工通用工藝守則(JB/Z307.12—88)
2.5銑削加工應符合:銑削加工通用工藝守則(JB/Z307.13—88)
2.6鑄模工藝卡應符合表3—37
2.7砂型鑄造工藝分析片應符合表38
2.8鉗工裝配應參照:(JB/T599—92)裝配通用技術標準
三、檢驗收相關標準
鑄造模具的質量等級標準除參照以上設計、制造標準外還應參照《模樣工工于木模、金屬模的質量等級標準。
3.1鑄造模具的表面粗糙度應符合:木模:GB/14495木粗糙度樣塊:金屬模85機械加工粗糙度表面比較樣塊。
用以上兩種樣塊對被檢模樣和芯盒的工作表面用視覺或觸覺的方法進行比較
3.2模具裝備應參照;JB/T5994—97。
3.3模具驗證要求應符合JB/Z283.5。
3.4模具使用操作指導片書應符合JB/Z187
3.5檢驗加工及量具相關標準精度要求應符合表1要求。
四、結論
通過以上企業內部參考標準在企業中幾年的試用,加快了新產品開發步伐,產品質量,縮短了生產周期并明確了責任,減少了鑄造模具有投放車間試制過程中的相互推卸生。使砂型鑄造企業在新產品開發過程中減少了工裝模具的投入費用。可見鑄造模具標準,在提高生產企業競爭能力方面,將有著積極的意義,也必將發生深遠的影響。
Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:xin@dgxhxiang.com 網址:http://www.yama-moto-ya.com
地址:廣東省東莞市橋頭鎮李屋沿河工業區7號
相關搜索:鑫弘祥砂型鑄造:砂型鑄造如何用鑄造模具設計制造檢驗
 在線客服
在線客服 